咨询服务热线: 13814377121
咨询服务热线: 13814377121
咨询服务热线: 13814377121

盐城市百耀电热科技有限公司
联系人:王晓元
手 机:13814377121
传 真:0515-88661255
地 址:江苏省盐城市盐都区大纵湖新街路6号
邮 箱:416648043@qq.com
网 站:http://www.baiyaokeji.com

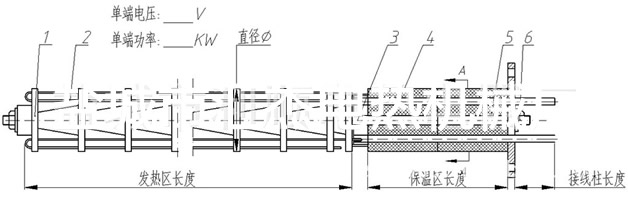
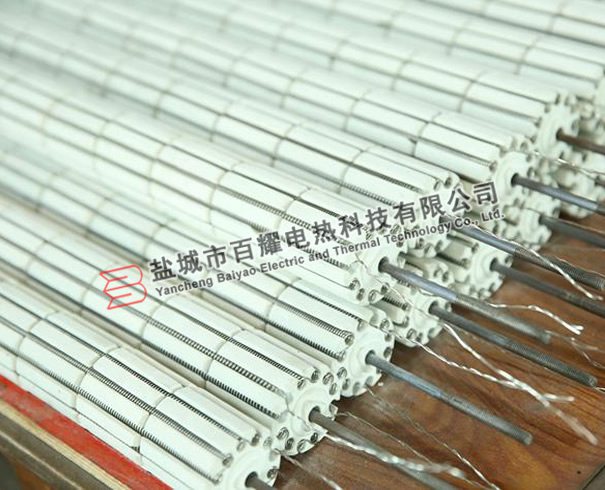
电热辐射管内芯由U型轴向排列端部焊接的电阻丝和陶瓷支撑架组成,内芯与外保护套管之间无屏蔽,散热好。额定工作温度1000度
的电热辐射管,电阻丝的材质为Cr20Ni80或0Cr21Al6Nb,表面工作温度可达1200度,用此材质电热辐射管的最高工作温度可达1000度,支撑架是高铝陶瓷件。外保护套管是冷拔无缝薄壁耐热钢管,材质是1Cr25Ni20Si2或1Cr25Ni35Si2,该材料高温抗氧化性能良好,高温蠕变强度较高,具有一定的抗渗碳性能,该辐射管设计与选材安全系数较大。
额定工作温度1200度的电热辐射管,电阻丝的材质为0Cr27Al7Mo2,表面工作温度可达1400度,用此材质电热辐射管短时的最高工作温度为1250度,支撑架是钢玉瓷件。外保护套管是冷拔无缝薄壁耐热钢管,材质是Fe-Ni-Cr-Al-Re合金,该材料具有超高的抗氧化能力,在氧化气氛中1300度可长期工作,1360度短期抗氧化。适用于在高温低氧分压及含S、C环境工作。| 在生产过程中,我厂严格把如下几道关 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
(1)电热材料关
(2)耐火材料关 要求耐火材料为刚玉质,在辐射管工作的过程中,有较高的高温强度和高温绝缘能力,不碎裂,不漏电。
(3)保护外罩关 我厂采用的OCr25Ni20Si2外罩在局部发热时,管体变形极微小,对发热元件及炉内工作环境没有影响;耐热能力强,正常使用时间为6000~10000小时,为国内领先水平。
(4)制作工艺关 电热丝调直过程中,无裂纹;焊接过程中,焊肉饱满平整,无过热偏析及虚焊现象。 经过大量客户使用后证实,在正常的工作温度和负荷下,本厂生产的电热辐射管在多种炉体中,使用时间均大于8000小时。本厂欢迎各界人士莅临指导,愿与业内同仁共同探讨,共同进步。 |
| 辐射管有下面几个优点 |
|
(1)可以保证炉内气氛的可控性; (2)温度控制、安装和维修较方便,易于密封; (3)由于炉内无马弗罐,扩大了炉膛容积,提高了生产能力; (4)加热能力强,效率高; (5)节约了耐热钢材。 |
| 产品使用及保养 |
|
一、使用 (1)禁止长时间超温、超负荷使用; (2)炉温高温400℃时,不得急速冷却; (3)装料和出料时切勿触及辐射管; (4)炉子在工作时,经常注意控制盘上的红绿灯是否正常,保温时经一段时间红绿灯 要交换一次,以免因控制开关失灵而烧毁辐射管; (5)随时注意仪表的工作情况,发现炉温与仪表指示不正常时必须及时分析处理; (6)超过100KW容量的炉子,每个加热区最好装有检查用的电流表,三厢高温电炉每相都应安装电流表。 二、保养 (1)使用三至四个月后,抽出辐射管,倒出辐射管管内的灰尘,把辐射管180°翻身使用; (2)注意标明辐射管的正负极,三至四个月交换一次正负极; (3)抽出辐射管后,拆卸接线柱时,应小心,切勿撞击和敲击引出棒; (4)引出接线夹的螺栓容易发生氧化松动,应该定期检查并拧紧。 |
| 常见过程排除方法 | ||||||||||||||||||||||||||||||||||||||||||
|
![]()
盐城市百耀电热科技有限公司
咨询服务热线:13814377121
Copyright © 盐城市百耀电热科技有限公司
工厂地址:江苏省盐城市盐都区大纵湖新街路6号




 网站首页
网站首页